




















25FT 2.5mm Kalınlaşır Sıcak Daldırma Galvanizli Çelik Kutup Filipinler NEA Standardı
galvanizli çelik direkler
,çelik iletim direkleri
25FT 2.5mm Kalınlaşır Sıcak Daldırma Galvanizli Çelik Kutup Filipinler NEA Standardı
Açıklama
1. Top çapı: 120mm
2. Bot çapı: 152mm
3.Thickness: 2.50mm
4. Malzeme: Düşük alaşımlı çelik, akma dayanımı 345mpa'dan daha az değil (GB / T1591-2008standart)
C .20 20.20, Mn ≤ 1.70, Si .50 0.50, P≤0.50, S≤0.0345
5. işaretler: Nane plaka rivert veya tutkal, kazımayı, müşteri ihtiyacına göre kabartma
6. kaynak: geçmişe geçmiş hata test vardır. İç ve dış çift kaynak kaynak yapar güzel şekil
Kaynak Standardı: AWS (Amerikan Kaynak Derneği) D 1.1
Penetrasyon:% 100
NEA kutuplarının belirlenmesi
| Ulusal Elektrifikasyon İdaresi Başkanlığı | ||||||
| Yükseklik (FT) | Kalınlık (mm) | Butt Dia (mm) | Üst çapı (mm) | Verim Stresi (mpa) | Çinko kaplama (mikron) | Dizayn Yükü (Kg) |
| 25 | 2.5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

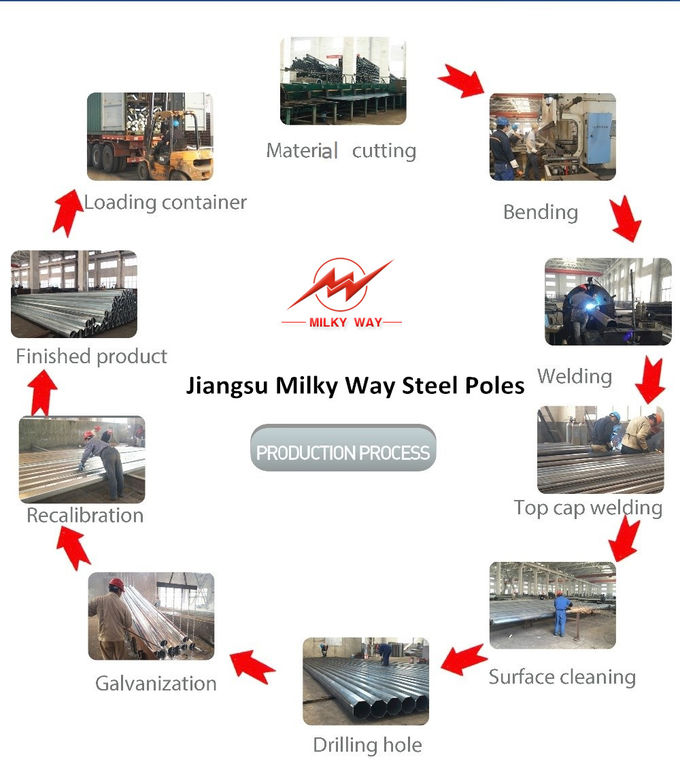
Bizim alayı
Hammadde
Hammadde (çelik levha) alırken, fabrika fabrikasından değirmen levhası sertifikasına alınmalıdır. Hammadde depoya ulaştığında, kalite departmanı, hammaddenin üretimden önce ihtiyaç duyulan tüm standartları karşıladığından emin olmak için uzama testine ve kimyasal bileşim analizine girmelidir.
Plazma Kesimi
İstenilen tüm standartları karşılayan hammaddenin farklı uzunluk ve genişlikte kesilmesi. CNC lazerle kesim, malzemeyi veya üretilen lazer ışınını yönlendirmek için kullanılır. Malzemelerin kesilmesi için tipik bir ticari lazer, malzemenin üzerine kesilecek kalıbın bir CNC veya G kodunu takip etmek için bir hareket kontrol sistemi içerecektir. Odaklanmış lazer ışını malzemeye yönlendirilir, daha sonra ya erir, yanar, buharlaşır ya da bir gaz jeti ile üflenir ve yüksek kalitede yüzey kaplaması olan bir kenar bırakır.
döküm
Kesilen çelik plakanın, çizimde belirtilen şekilde (dairesel veya çokgen veya başka bir şekil) oluşturulması. Bu buluş, şekillendirme cihazlarına ve daha özel olarak, uzunlamasına yuvarlanmış bölümleri veya metal stok şeritlerini istenen eğrisel şekillere bükmek için kullanılan cihaz veya makinelere ilişkindir.
Kaynak
Kalıplamadan sonra çelik plakayı birbirine kaynaklayın. Genellikle uzunlamasına kaynaklar. Kararlı çalışma ve hızlı sürüş hızı fonksiyonları ile ACinverter kontrolü benimser; Dikiş takibi yay kılavuzu mekanizması, anormallik olmadan hizalamayı garanti etmek için üç milli bir sistemdir; Ana çerçeve ve kaynak makinesi, akı otomatik kurtarma sistemine sahip entegre kontroldür ve yüksek verimlilikle kullanımı kolaydır.
galvanizleme
Tüm kutuplar iç ve dış olarak ilgili çizimde veya şartnamede belirtilen şartlara uygun olarak sıcak daldırma galvanizli olacaktır.
Galvaniz standardı: IS2629-1985, BS729-1971
Kurulum
1. Montaj sırasında kutuptaki tüm ekipmanı çıkarın.
2. Her bölümün epolü şaftı çevresine bir kayış yerleştirin.
3. Üst kısımdaki askıyı bir makara bloğuna sabitleyin.
4. Alt bölümdeki askı sıkıca sabitlenir ve ağırlık merkezinde sabitlenir.
5. Üst kısmın askısını sıkarak çelik direği dik tutun.
6 Çelik kutbu sabitleyin.
7. Askıyı çıkarın.


